





www.pipingup.com - tout pour la cornemuse écossaise : réglage / optimisation des anches de chanter, bourdons, son, échelle, lutherie...
www.pipingup.com > Optimisation > Chanter > Fabrication d'une Anche de chanter
Le roseau (canne de Provence) Arundo Donax ou (canne de Pline) Arundo plinii Turra est choisi pour ses capacités élastiques permettant aux anches de vibrer à de très hautes fréquences. Ce type de roseau doit avoir plus de 2 ans de pousse à sa récolte pour pouvoir donner les vibrations souhaitées et obtenir l'épaisseur nécessaire à la fabrication d'anches pour la cornemuse écossaise.
La 1ère année, le roseau pousse jusqu'à atteindre sa hauteur définitive. Le diamètre du roseau est déterminé dès le départ par celui de son rhizôme. La 2ème année, la canne gagne en épaisseur et se solidifie/rigidifie. C'est à la fin de ce 2ème cycle que les cannes sont coupées (de décembre à mars), lorsque la sève est au plus bas (période de repos : la sève ne monte plus dans la plante).
Après coupe, étape de 'plumage' (feuilles et branches) puis les cannes sont séchées de manière naturelle au soleil = 'soleillage'. C'est ainsi que le roseau prend sa teinte jaune et qu'il se stabilise.
Pour obtenir les tubes utilisés dans la fabrication des anches, la tige est ensuite débitée de noeud en noeud en canons (= tubes) prêts pour l'opération de sélection du diamètre et de l'épaisseur.
Le meilleur roseau à musique provient du sud de la France (Var, Pyrénées...) et du nord de l'Espagne.

Le roseau utilisé pour la fabrication d'anches de chanter a idéalement un diamètre de 25mm +/-1mm (ce qui correspond au fameux pouce/inch anglo-saxon).
La longueur du canon doit être multiple de 40mm (~longueur d'une lamelle), en majorité on trouve des canons de 120 ou 160mm.
On préfèrera un roseau mi-dur, soit ni trop mou ni trop dur, afin que la vibration mécanique soit suffisamment ample pour assurer un son/timbre convenable. L'épaisseur adéquate varie entre 3 et 4 mm, elle dépend également de l'équipement du reedmaker en terme de gougeage.
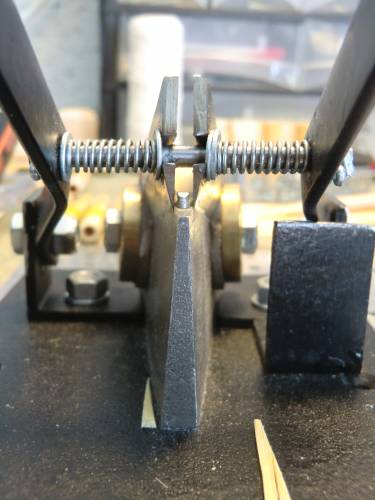
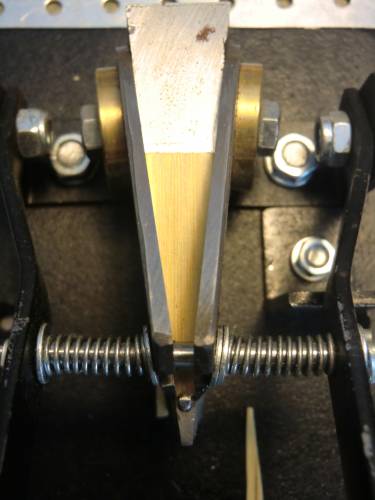
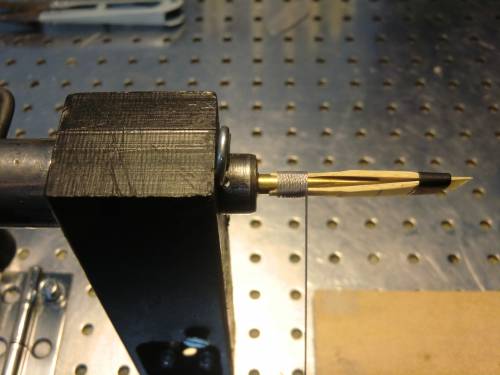
Après sélection du roseau, il conviendra de fendre le tube/canon en 4 à l'aide d'un outil type flèche.
A partir d'un canon de 40mm, cela nous permet de disposer de 4 sections = futures lamelles soit 2 anches. Avec un canon de 80, on en disposera de 8 donc de 4 anches potentielles etc.
Il est important de ne pas mélanger les sections/slips inter canons, les propriétés mécaniques (dureté et flexibilité) peuvent varier énormément d'un tube à l'autre.


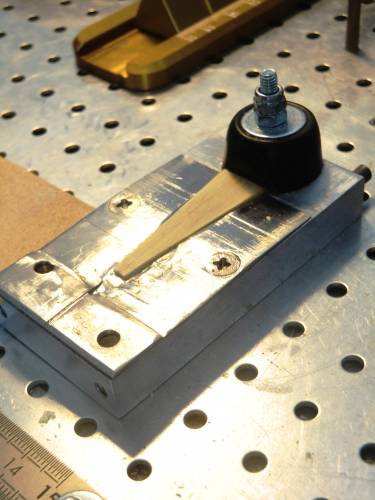
Le gougeage de la section obtenue consiste à retirer la couche supérieure interne du tube.
Le principe de cette opération est de transformer cette partie intérieure afin d'obtenir la bonne courbure (volume intérieur de l'anche) de la lamelle.
Les reedmakers utilisent des gouges allant de 3" (soit un diamètre reconstitué de 76mm) à 4" (diamètre 101mm). Cette gouge peut être à manche (type ciseau à bois) ou montée sur un système à guide/rail = gougeuse. L'ouverture/oeil de l'anche est très dépendante du rayon de courbure.
L'épaisseur de gouge jouera sur la résistance de l'anche, couplée avec la densité et les propriétés mécaniques de la pièce de roseau.
La plupart des fabricants gougent à une épaisseur de 2.5 à 3mm.


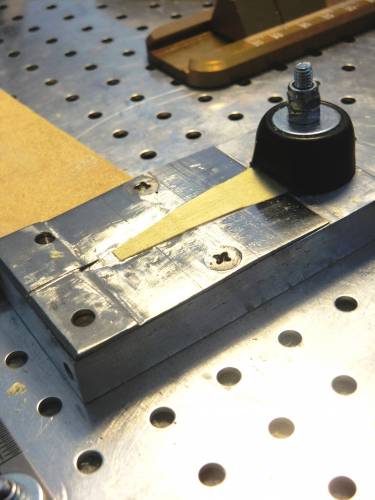
Le dégraissage consiste quant à lui à retirer la couche vernie/dure du roseau.
On va effiler la partie extérieure du roseau jusqu'à une certaine épaisseur = celle de la caisse de résonance.
Les reedmakers peuvent utiliser un ciseau à bois manuel ou des machines de profilage...
Cette épaisseur est en relation étroite avec la longueur - et de fait la largeur - de la lamelle.
Après mesures au micromètre, j'ai relevé que la majorité des fabricants travaillent entre 1.2 et 1.6mm.
Une caisse de résonance plus épaisse nécessitera des lamelles plus longues pour vibrer correctement.


Le roseau est prêt à être taillé en V afin d'obtenir la lamelle.
Cette étape peut également être opérée directement après le gougeage selon l'équipement (profileuse par ex.).
On peut utiliser une pince gabarit manuelle ou une machine appelée coupe-largeur ou shaper.
Après mesures, la plupart des reedmakers semblent utiliser un angle compris entre 11.5 et 14.5°.
Andrew Frater recommande un angle de 12.5°.




Le V obtenu, il reste à profiler la lamelle c'est-à-dire lui conférer le bon profil d'épaisseur pour vibrer correctement.
On peut utiliser un bloc de profilage manuel avec ciseau à bois ou différentes machines appelées biseauteuse ou profiler, à base de rabots ou de roues à papier de verre.
La pente/profil de la lamelle varie selon la hauteur et l'épaisseur de la caisse de résonance.
Il convient également de créer une pente à la queue de l'anche pour faciliter le filassage.
Après mesures au micromètre, les lèvres des lamelles ont une épaisseur comprise entre 0.2 et 0.35mm pour les principaux fabricants.

Il existe différents staples : matériau, épaisseur, longueur, dimensions et forme de l'oeil... tube écrasé (base cylindrique) ou enroulé/plié (base cônique).
Le standard pour les chanters actuels est le tube 15/16" c'est-à-dire 23.8/23.9mm.
D'après Andrew Frater, les vieux chanters s'anchent plus facilement en utilisant des staples 1" soit ~25mm.
Le choix du staple est important car il conditionne les cotes des lamelles et le filassage.
L'oeil du staple influe sur l'échelle, en particulier la main gauche et sur le grésillement du Sib2...





Les lamelles achevées, on peut les assembler par paire (même canon de roseau) sur le tube/staple.
Pour le filassage, certains reedmakers utilisent du fil de lin, d'autres du fil nylon trois brins.
Il est recommandé de tremper les lamelles dans l'eau (toute la lamelle ou seulement la partie à filasser selon les fabricants) pour assouplir le roseau et 'limiter la casse' lors du serrage.
Placer le staple entre les lamelles en s'assurant d'une parfaite symétrie.
Il est indispensable d'utiliser un mandrin pour bien caler le staple lors du filassage, à la main ou avec une bobineuse.
La tension sur le fil doit être importante et il est capital de veiller au maintien du centrage du staple entre les lamelles (symétrie).
Le filassage s'arrête en haut du tube pour la majorité des fabricants.

Afin de finaliser les anches, il convient de couper les lamelles et poncer/gratter les tips (rappel : épaisseur comprise entre 0.2 et 0.35mm).
La coupe finale doit être nette et précise, on utilise idéalement un outil de type guillotine.
La longueur totale de l'anche se situe généralement entre 41 et 44mm, selon l'équilibre des paramètres vus précédemment.
L'anche obtenue, il est conseillé de vernir le filassage.



Andrew Frater
Daniel Gloaguen
René Picard pour les outils
Bob Hain pour la conception de mes derniers outils
Jakez Le Dran pour m'avoir transmis sa passion de l'anchage et des réglages
Jimmy Dews
Shawn Husk
Steve Harris
Patrick Molard
© Piping uP - Ronan Latry / Ben Rodriguez - Logo Toun ®



